


Universal lathe, construction and possible machining – basics
— 30 April 2021The history of the lathe dates back to 4,000 BC. to the so-called string drills. In the Middle Ages, a water wheel was used as a power source. Leonardo da Vinci is considered to be the creator of the prototype designs of various modern technological machines, including lathes.
Throughout the centuries, manufacturing techniques have not undergone any major changes. Technological development was a slow process. In the second half of the 19th century, John Wilkinson built a precision steam cylinder boring machine. During the same period, I.A. Nartow and Henry Maudslay introduced a mechanical carriage supporting tools in handheld cutting machines. Lathes are the basic group of machine tools for machining cylindrical (rotary) external and internal surfaces. The development of machine tools, including lathes, is an example of the qualitative nature of technological progress.
In the case of lathes, the shaping of the machined surfaces takes place by transferring the main rotary motion with the spindle to the workpiece and the rectilinear feed movement of the tool.
Conventional lathe – construction
Figure 1 describes the basic assembly and components of the kinematic system of a conventional lathe. In the case of conventional machine tools, we do not have a stepless change in the rotational speed of the main drive or the feed tool.

Fig. 1. Conventional universal center lathe – description of basic units and parts of the kinematic system.
It is worth taking a closer look at the construction details of a conventional universal center lathe. Figure 2 shows the three-jaw chuck attached to the lathe spindle when handling the shaft as a workpiece. Fixing and clamping of self-centering three-jaw chucks are carried out simultaneously. The clamping jaws center the workpiece and provide the clamping forces. When mounting the object, the operator should tighten each of the jaws separately, despite their simultaneous clamping.

Fig. 2. Self-centering three-jaw chuck – conventional lathe.
Figure 3 shows the through hole through the three-jaw chuck, spindle and the entire headstock assembly that is used to feed long bars as blanks.

Fig. 3. Self-Centering three jaw chuck – a transport hole for a long bar as a workpiece.
Figure 4 shows the details of the tool carrier (carriage) assembly, which consists of the longitudinal slide, cross slide, tool slide, tool holder and carrier box.

Fig. 4. Tool carrier (carriage) of a conventional universal center lathe.
In the presented solution (Fig. 4), the tool holder enables the use of 4 tools (turning knives, as well as a device for knurling – cold plastic working giving the surface a specific texture). Figure 5 shows a close-up of the tool holder.

Fig. 5. Tool holder with 2. lathe knives mounted.
The tool carriage, thanks to the longitudinal slides, slides along the spindle axis on linear slide ways (figures 6 and 7). Move the tailstock manually along the same ways. The ways are an integral part of the lathe bed. Their machining is a demanding task because it is necessary to maintain their mutual parallelism. Machining of ways for functional reasons, they must be smooth (milling, superfinishing).

Fig. 6. Detail of longitudinal sledge on a linear sliding way.

Fig. 7. Linear slide ways on a lathe bed.
From the technologist’s point of view, we look at the machine tool from the front, from the operator’s point of view. For conventional lathes, such as the universal center lathe discussed here, the spindle (main drive is on the left) and the tailstock on the right (figure 8).

Fig. 8. Tailstock.
Figure 9 shows the lead-screw (top) and the drive (feed) shaft (bottom). The lead screw is only used for threading, which contributes to its long durability. The kinematic coupling of the lead screw to the main drive has the precision required for threading. The drive shaft is used to ensure the direction and the implementation of the working feed of a given value.
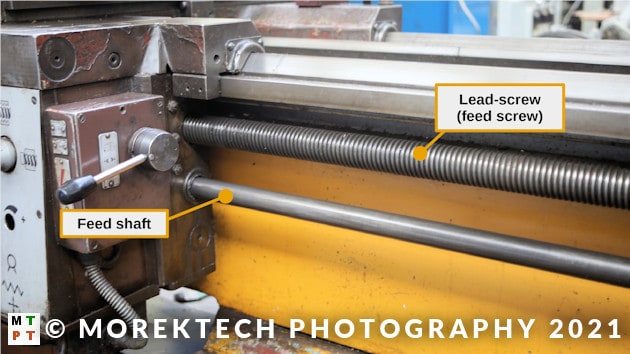
Fig. 9. Lead screw and feed shaft on a universal lathe.
Values of rotational speeds and machning feed
The setting of the rotational speed and the working feed consists in setting the values from the available range of constant values – e.g. for the rotational speed of the main drive, these can be the following values: 18; 28; 71; 90; 710; 1120. A specific value is selected by setting the position of the gears in the gearboxes. Having specific gears and possible combinations of them in 2 or 3 gears at our disposal, we can obtain a gradual change of values. Figure 10 shows the face of a headstock with three switches for the direction of travel and for selecting a specific speed of the main drive.
The values for the gradual change of parameters, including the rotational speed of the main drive, were defined by the PN-62/M-03150 standard Metal machine tools. Spindle speeds, which was phased out in January 2001 and has not been superseded by any new standard. This is due, inter alia, to the fact that the technical standards, with the exception of OHS standards, are no longer applicable. The rotational speed values for this standard are derived from the Renard R20 series.

Fig. 10. Face plate of a headstock with gear levers for setting the direction and rotational speed of the main drive.
Similarly, the values of the working feeds are determined gradually (fig. 11). The drive to the feed box is transmitted by means of a feed shaft.

Fig. 11. The feed box on a conventional universal center lathe.
In the first step, the selection of machining parameters consists in selecting the cutting speed. In the case of conventional lathes and milling machines with graded values of the rotational speeds of the main drives, after determining the cutting speed from the classical formula for the cutting speed vc, the value of the rotational speed n of the main drive is determined. The value of the rotational speed n is then compared with the available values on the given machine tool. In the case of incompatibility of the compared values, usually, the speed n from the machine tool should be selected the closest to the determined n, but lower in terms of value. The cutting speed must be recalculated.
Compared to CNC machine tools, the gradation of the rotational and feed speeds is a limitation, and it can even be considered a disadvantage. Let us remember, however, that this is the effect of technological abilities from decades ago when such concepts as numerical control were completely alien, even beyond the horizon of perceiving the future. Back then, only solutions using kinematic chains were able to provide any possibility of selecting rotational and feed speeds.
Examples of possible machining on a universal lathe
A number of different treatments can be performed on a conventional universal lathe (figures 11.1; 11.2 and 11.3):
- turning the outer cylindrical surface – fig. 12.1.a;
- external face turning (face turning) – fig. 12.1.b;
- turning the cone (rotated longitudinal slide) – fig. 12.1.c;
- boring the internal cylindrical surface (boring a hole) – fig. 12.1.d;
- profiling – the shape of the treated surface results from the outline of the cutting edge – fig. 12.2.e;
- thread turning – figure 12.2.f;
- machining a groove (cutting off) – Figure 12.2.g;
- drilling in the axis of the spindle and the workpiece – the drill is mounted in the tailstock – fig. 12.2.h;
- knurling – making a specific texture (grooves) on a machined surface using cold working – burnishing (I have come across the term “kneading”) – fig. 12.3.i.

Fig. 12.1. Example of possible machining on a conventional universal center lathe – a.) cylindrical turning; b.) face turning; c.) turning the cone; d.) boring the hole.

Fig.12.2. An example of possible machining on a conventional universal center lathe – e.) profiling; f.) thread turning; g.) machining the groove – parting; h.) drilling in the axis of the spindle and the workpiece.

Fig. 12.3. An example of possible machining on a conventional universal center lathe – i.) knurling.
Thread machining
There are several ways to machine threads on a lathe. One of them is the use of knives with cutting inserts dedicated to a specific type of thread. It is possible to use a threading die for machining external threads and taps for internal threads. At this point, it should be emphasized that the topic of thread machining on cylindrical surfaces located in the spindle axis is discussed.
In thread machining, we use a lead screw to ensure the necessary precision of the kinematic coupling between the rotational movement of the workpiece and the feed movement of the tool. The feed is expressed in selected units, usually in [mm] per revolution [mm/rev] in the case of threading, it is exactly 1 thread pitch per revolution, which requires accuracy.
Knurling
Knurling as a machining method is rarely mentioned in the context of use on lathes. Knurling is a method of cold working by pressing (burnishing). The method makes it possible to obtain a specific texture on the treated surface. This texture is a mapping of the pattern on the so-called knurling wheels – patterned rollers. The knurled surface provides a more secure grip for the user. This type of texture is applied to various types of devices – e.g. on the handle of a modeling knife (fig. 13).

Fig. 13. Example of a knurled surface – a modeling knife grip.

Fig. 14. Sizes characteristic for a conventional universal lathe.
Characteristic sizes for a lathe
Each technological machine is characterized by parameters that determine its technological capabilities (Fig. 14). In the case of a conventional universal lathe, these are:
- l – center distance – especially important for center lathes;
- d1 – the largest allowable turning diameter over the lathe bed;
- d2 – the largest allowable turning diameter over the tool carrier;
- d3 – the largest allowable diameter of the bar passing through the spindle and the channel in the headstock unit;
- lc – the longest possible turning length.
Sources
- Paderewski K., Obrabiarki, WSiP 1993
- Erbel J. (red.), Encyklopedia technik wytwarzania stosowanych w przemyśle maszynowym, tom II. Obróbka skrawaniem. Montaż, OWPW 1993
- Erbel S., Kuczyński K., Marciniak Z., Techniki wytwarzania. Obróbka plastyczna, PWN 1981
- Notatki własne autora.
- Radełka tokarskie – Artykuły Techniczne
- Wsparcie ZAiOS Instytut Technik Wytwarzania na Wydziale Inżynierii Produkcji, Politechnika Warszawska
Tagged with:
boring burnishing cone turning conventional lathe conventional machine tools drilling knurling lathe lathes machining profiling threading turning universal lathe
About author
Related Articles
-
-

Hole machining – drilling and reaming
15 July 2019 -

Determining the machining time – main time
28 June 2019 -

Shaft technology – technological process – operation 30
16 January 2019 -

Shaft technology – technological process – operation 20
6 January 2019




Leave a reply
You must be logged in to post a comment.