


Workpiece for piece production – 3D print
— 16 July 2018The workpiece for piece production so far has been characterized by the simplicity of the design and at the same time the diversity and specific freedom of its development and manufacture. The production of a semi-finished product with complex shapes in the case of large-scale or mass production consisted in the use of such manufacturing techniques as foundry (cast) and plastic working (figure 1).
The contemporary nature of production is strongly dominated by the trend of individualisation of the final product (customization). Contemporary production is closer to serial, small-lot and piece production. The goal is to flexibly adapt to the needs of the market and individual recipients.
However, when we look at the process of buying a car exactly the version we are interested in, taking into account color, upholstery, equipment, the engine is usually produced for a specific order and the waiting time is even several months. Thus, on the one hand, we have individualization options, and on the other hand, car companies define the most popular configuration and this is primarily produced (short waiting time).

Figure 1. An example of a forging as a blank for the needs of serial production and a final part of the sleeve class.
The contemporary nature of production is the result of globalization and its evolution ranged from mass production to small-volume production with a strong focus on product customization (customization). This effect has its source in the constant need to sustain and gain competitiveness on the market. Such an objective requires constant improvement of the product, implementation of innovative solutions in the field of technology as well as process, organizational and logistic.
Small and serial production
Piece production is the production of single or several products (parts, machines, devices, assemblies). The classic definition of piece production assumes that the product is manufactured once or the reproducibility of production is irregular. In the piece production, we mainly use general purpose universal machine tools. Machine tools are loaded with a large number of different technological processes. In the field of technological equipment (machining chuck), universal, commercially available technological equipment are used. Only in cases when this is not possible, specialized and special fixtures are used.
The technological documentation is simplified and only in exceptional cases of complicated technological operations, detailed processing instructions should be developed.
The cost of technological preparation of production is usually small in opposition to the unit cost of production.
It is assumed that in piece production a large share of time has technological operations carried out by hand, as exemplified by scribing, deburring or threading.
Small-lot production is basically attributed to the same characteristics as unit production. This is particularly important at the stage of technological preparation of production.
Nowadays, CNC machines, including hybrid ones, are commonly used in piece and small lot production. The implementation of CAD / CAM software and management systems means that the development and management of technological documentation is also subject to change. Often, in the production of machines and devices on a small lot scale, the assembly process and its documentation are much more important (process map, assembly diagram).
CNC machine tools
Originally, CNC machine tools were dedicated to machining many different parts but were not widely used in piece production. Progress in the field of automation, including robotization (figure 2), as well as in CAM systems and production organization has meant that CNC machine tools are increasingly used in small lot and serial production. The use of this type of machine tools (not only milling vertical machining centers, but also, among others, laser cutters – figure 3, cutting with water) causes changes in the preparation of workpiece and the course of the machining process.

Figure 2. An example of a robotic station equipped with a warehouse of workpieces and an industrial robot from the FANUC company – TOOLEX International Fair 2017.
Figure 3 shows the effects of laser cutting using a laser cutter by Yamazaki Mazak. This manufacturing technique uses numerically controlled technological machines (CNC). The laser cutting effects pretend this technique for the production of simple workpiece or components for the construction of a workpiece.

Fig. 3. Example of laser cutting – Yamazaki Mazak booth – STOM International Fair 2018.
Workpiece for piece production
The workpiece in the case of piece and small-lot production is not produced using manufacturing techniques, whose economic justification requires the execution of several hundred or several thousand pieces (foundry, plastic working). Only when these techniques guarantee obtaining certain properties are they used. In this case, the costs do not play the most important role.
The basic components for the construction of the workpiece in unit and small-volume production are commercially available parts (eg flats, rods, pipes, thick-walled tubes, angles steel etc.). The choice of material (steel, brass, aluminum) still plays an important role. The type of material chosen has an effect on the way of joining parts to produce a blank. The blank produced as a set of several parts is used when the shape of the part is complex and with large differences in dimensions (eg component of the sleeve class with with a non-cylindrical shape and the remainder of the sleeve with a significantly smaller diameter as the main dimension – figure 4).

Fig. 4. An example design of a part of the sleeve class.
With the above assumption, making such a bushing would require a significant shaft size. During turning, it would be necessary to remove a significant amount of material. If the flange had a different shape than the cylindrical one, a milling operation would additionally be necessary. The workpiece constituting a set of several parts allows for shorter unit time and savings in material costs.
In the case of the sleeve shown in figure 4, the workpiece can be made as an assembly of a laser cut or water jet of the plate and the shaft. You must remember to provide technological surpluses. The possibilities of combining these two parts are: welding, pressing connection (the need to heat the plate and cool with the liquid nitrogen of the roller). In the case of aluminum, it is possible to use a special glue.
The design and production of the workpiece in unit and small lot production is characterized by considerable freedom and flexibility of this process.
Workpiece – 3D printing
The additive manufacturing technique, which is 3D printing, is still a technological innovation (fig. 5). Analyzing the possibilities of additive production of objects, 3D printing is a very good technique for producing workpiece in unit and small lot production. In the past few years, the use of 3D metal printing has increased. Progress in 3D printing depends not only on the construction of machines and printing methods, but also on materials used as building material.
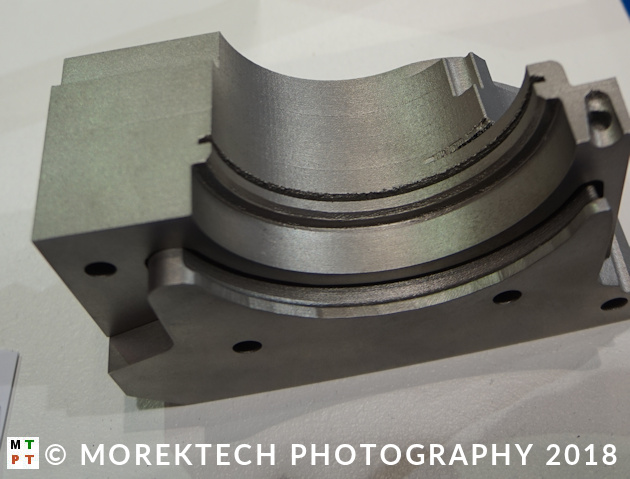
Fig. 5. An example of a workpiece of a water meter housing form (FADO company). Form with conformal cooling – STOM Internation Fair 2018.
Figure 5 shows the stamp inserts and slides made with conformal cooling. The material of the forming inserts is a steel (1.2709), hardness of 54 HRC. The DMLS method was used as the 3D printing method. It is necessary to finish further with finishing techniques:
- a standalone 3D printer and further necessary removal;
- hybrid machine tool for 3D printing and 5-axis machining;
- outsourcing;
In industrial conditions of 3D printing implementation it is necessary to use CAD / CAM systems. An example of this is the NX system, which offers a range of tools prepared for 3D printing and data acquisition in the form of surface models (3D scanning). Figure 6 shows an example of developing 3D printing in the NX system. The classic support design has been developed for the technological process using only the loss of manufacturing techniques. The possibility of using 3D printing allows a different approach in the field of construction technology. As a consequence, you can print an item that meets the utility and strength requirements set for it. At the same time, the weight of the object is usually reduced.

Fig. 6. NX system – modification of the structure using 3D printing module (courtesy of CAMdivision).
3D printing seems to be a natural application of this additive manufacturing technique. However, in many cases it is enough to use commercially available materials.
Tagged with:
3D printing cad cam camdivision CNC cnc milling center joining metal 3D printing nc nx cam piece production rod rods sections shaft siemens small-lot production vertical milling center cnc workpiece
About author
Related Articles
-
-

3D printing and other manufacturing techniques
30 November 2021 -

Cast as a blank – a step by step design
8 May 2020 -

Determining the machining time – main time
28 June 2019 -

Construction drawing and technology. How to read?
26 April 2019




Leave a reply
You must be logged in to post a comment.