


Technological process of sleeve, part 5 – boring
— 21 October 2016Previous post from the series: Technological process of sleeve, part 4 – drilling.
Technological operation 40 – boring
Figure 1 shows a technological sketch for the technological operation in question – boring a hole. According to the principles of the technical sketch, very thick lines mean surfaces machined in a given technological operation.
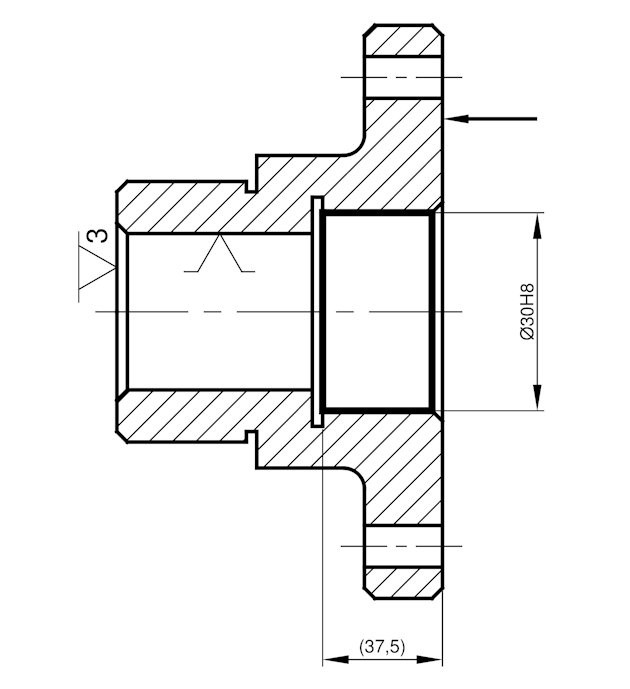
Fig.1. The technological process of the sleeve – operation 40 – boring.
| Cut No.: | Description of the technological cut: |
| 10 | Bore a Ø30H8 hole as shown. |
We machine on a machine tool called boring machines.
Until now, classical technological literature items treated boring as a rough or shaping operation when used as a machine tool (conventional) lathe. Modernly used numerically controlled lathes (CNC) provide the possibility of obtaining high cutting speeds at low working feeds. In the case of CNC lathes, reamers are not used so commonly, but above all boring bars for accurate machining of holes (with larger diameters and in ductile materials – soft steels for carburizing).
Finishing is accurate hole machining with small depths of cut, below 0.5 mm. This type of machining allows achieving tolerances in IT6-IT8 classes.
Modern tools for boring finishing holes include diameters from 3 to 981.6 [mm] depending on the manufacturer. The depth of the holes subject to finishing boring is 6x the clamping diameter. Within the specified range, the tools have the ability to set the machined diameter to the nearest micrometers.
Finishing boring can be divided into single-edge (IT6-IT8, diameter adjustment on the tool) and multi-edge (IT6, high feeds, large-scale production).
Technological parameters
- Cutting speed vc [mm/min]. The boring bar rotates n rpm machining the specified diameter. The cutting speed has a direct impact on the tool life (cutting insert): \ [v_ {c} = \ frac {\ prod Dn} {1000} \]
- Axial feed fn [mm/rev]. The axial feed speed is the product of the feed per tooth fz by the effective number of inserts (number of cutting inserts machining the surface). Axial feed directly affects surface finish.
- Feed speed vf [mm/min]. Affects productivity.
- Material removal efficiency [cm3/min]. The amount of material removed at a given time, which in the case of roughing is related to productivity.
- Cutting depth ap [mm].
Cutting data are also important in terms of machining stability. This is due to chip evacuation and the occurrence of vibrations between the tool and the machined surface. Hence the maximum recommended cutting speed vc is 240 m/min for finishing. Depending on the tool and inserts selected, the recommended cutting speeds vc may range from 60 to 120 m/min. The maximum recommended cutting depth ap is 0.5 mm.
Sources
- Feld M., Podstawy projektowania procesów technologicznych typowych części maszyn, WNT 2000
- Kapiński S., Skawiński P., Sobieszczański, Sobolewski J.Z., Projektowanie technologii maszyn, OWPW2002
- Puff T., Technologia budowy maszyn, PWN 1985
- Rudaś T., Horczyczak M., Morek R., Materiały dydaktyczne – ZAOiOS WIP PW
- Poradnik obróbki skrawaniem, SANDVIK Coromant
- http://cnc.pl/porownanie-konwencjonalne-a-cnc.php
- https://procestechnologiczny.com.pl/zgrubna-obrobka-otworow/
Tagged with:
boring conventional machine tools cutting inserts drilling drills fine hole machining fits fixing and fixing folding drills frame process frame technological process of the sleeve class general process hole-based machine boring machine tools machining manufacturing Sandvik solid carbide technological part technological process technology workpiece
About author
Related Articles
-
-

-

Technological process route
7 September 2020 -

Cast as a blank – a step by step design
8 May 2020 -

Electrical discharge machining (EDM and WEDM)
14 October 2019




Leave a reply
You must be logged in to post a comment.